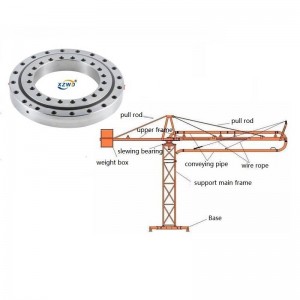
raskeveokite pöördlaua laagrid välise käigu pöörderõngaga




Hammasrataste kontakt- ja paindetugevus ülima ja väsimuskoormuse korral arvutati ja kontrolliti vastavalt standarditele ISO6336-1:2006, ISO6336-2:2006 ja ISO6336-3:2006.Sf on 1,48 ja käiguvahe on reguleeritud radiaalse väljajooksu kõrgeima punkti jaokspöörlev laagerhammasratta sammu ring.Minimaalne hammaste kliirens on tavaliselt 0,03–0,04-kordne moodul ja hammasrataste hammasrataste vahekaugust kogu ümbermõõdul tuleb pärast hammasratta lõplikku kinnitamist uuesti kontrollida.pöörlev laager.
Üherealise neljapunktilise kontaktiga kuuli pöördrõnga sisemine kuuli töötlemise täpsus ja sisemise võidusõiduraja töötluse täpsus ei ole kõrge või on kvaliteedidefektid ja määrdeõli puudumine võidusõiduraja rulliku ja vahetüki kokkupõrkel, mis mõjutavad otseselt pöörderõnga sujuvat toimimist. ja müra, nii et pöörderõnga defektide kontrollimisel vahetage mõnikord palli välja, et vähendada rikete sagedust.
Kuna hammasratas on pärast pikka tööaega koormatud, jääb kaldejoone lähedale väike metallitükk või metalliriba, mis närib või närib metallikilde, tekib täkkeid või hambaid.Pöördlaagri hamba pind süveneb tööaja pikenedes ja laieneb nii, et pöördlaagri võrgusilma hammaste kahjustus, tornkraana pöörlemismüra ja löök suureneb, löökide tsükkel langeb metalliosakesi alla ja kiirendab pöörderõnga hamba pinna kulumist, nõiaringi moodustamine.Lisaks on pöörderõnga mehhanismi käivitusmootori valmistamisel ja kokkupanemisel oma vead, mis tekitavad löögivärinat, ning veoratta ja pöördlaagri haardumisprotsess on ebastabiilne, mis suurendab ka värina ja järelkaja müra sagedust. detsibellid.

Kui keevisõmbluse kvaliteet ei vasta standardile, tuleb keevisõmbluse defekt ümber töödelda ja uuesti keevitada.Remonditöödel ei tekita keevitusremont mitte ainult uut keevituspinget ja suurt mõju avaldab ka töödeldud paigalduspinna tasasus, samal ajal mõjutab ka pöördelaagris tekkiv keevitusvool läbi sisemise veerekere ja pöörderõnga käiguraja. tekitada mõningast kahju.Lisaks võivad nõuete täitmata jätmise korral tekitada ebatavalist müra või sahinat ka monteerimisvead tootmismontaažil, tihvtide keermestamise ja poldi eelpinge paigaldamisel.
Pöördrõnga põhivormid on välist ja sisemist tüüpi, suured ja väikesed hammasrattad haakuvad halvasti, mõnikord tihedalt, mõnikord lõdvalt, pöörderõnga hammas on otsas maksimumasendis, liiga tihe haardumine tekitab müra.Seega on tootmisprotsess kriitiline.Tehasest äsja tühikäigul töötav pöördlaager annab teraskuuli ühtlase veeremise heli, mis on normaalne.Nagu näiteks ühtlane normaalne helin, millega kaasneb teine ebanormaalselt suur helin, on ebanormaalne.Ebaõnnestumisel on palju põhjuseid.
1. Meie tootmisstandard vastab masinastandardile JB/T2300-2011, samuti on leitud tõhusad kvaliteedijuhtimissüsteemid (QMS) ISO 9001:2015 ja GB/T19001-2008 järgi.
2. Pühendame end suure täpsusega, eriotstarbeliste ja nõuetega kohandatud pöördlaagrite uurimis- ja arendustegevusele.
3. Toorainekülluse ja kõrge tootmisefektiivsusega suudab ettevõte tarnida tooteid klientidele võimalikult kiiresti ja lühendada klientide toodete ootamise aega.
4. Meie sisemine kvaliteedikontroll hõlmab esmast kontrolli, vastastikust kontrolli, protsessisisest kvaliteedikontrolli ja proovide võtmise kontrolli, et tagada toote kvaliteet.Ettevõttel on täielik testimisvarustus ja täiustatud testimismeetod.
5. Tugev müügijärgse teeninduse meeskond, lahendab õigeaegselt klientide probleemid, et pakkuda klientidele mitmesuguseid teenuseid.